

Ángel Mª Sánchez Pérez
Director del Laboratorio de Metrología y Metrotecnia
E. T. S. Ingenieros Industriales, Universidad Politécnica de Madrid
El presente artículo es un trabajo de divulgación dirigido a un amplio sector de personas que no poseen conocimientos matemáticos avanzados.
En un primer apartado, se presentan los conceptos de magnitud y unidad, que sirven de base para organizar los sistemas de unidades que se analizan muy resumidamente desde el punto de vista histórico hasta llegar a la situación actual.
A continuación se analiza la necesidad de las medidas y su finalidad para pasar después a considerar la inevitable imperfección de las medidas y, en consecuencia, la imposibilidad de expresar el resultado de medida con un único valor, concluyendo que el resultado de cualquier medida debe facilitarse mediante un intervalo de amplitud igual al doble de la incertidumbre. Seguidamente se introducen nuevos conceptos, como son las condiciones de referencia y las correcciones, que permiten dotar de significado físico a la incertidumbre de medida. Finalmente se subraya la importancia de la incertidumbre, su aparente exclusión de las medidas habituales y la relación existente entre la incertidumbre y la tolerancia con la que se especifican los productos que se fabrican industrialmente.
This is a popular science article aimed at a broad group of readers without advanced mathematical knowledge.
The first section introduces the concepts of quantity and unit. These concepts are the starting point for organizing systems of units that are briefly discussed from an historical point of view from ancient times to the present.
The following section discusses the need and purpose of measurements and their inevitable imperfections leading to the impossibility of expressing a measurement result with a single value, concluding that any measurement result should be described by an interval whose width is twice its uncertainty. Then, new concepts such as reference conditions and corrections are introduced. These concepts allow reaching the physical meaning of the measurement uncertainty.
Finally it is stressed the importance of uncertainty, its apparent invisibility in usual measurements and the relationship between the uncertainty and the tolerance used to specify industrial products.
Introducción
En su conferencia, Lord Kelvin se refería esencialmente a la progresión en el conocimiento de las ciencias naturales, pero actualmente la necesidad de la metrología se manifiesta, además, sobre amplios sectores de la sociedad. La previsión del tiempo atmosférico, la compra doméstica cotidiana, el consumo de energía eléctrica, una atención médica eficaz o la utilización del automóvil no se conciben sin una cuantificación adecuada de determinadas magnitudes mediante sus medidas.
La metrología y su necesidad
Cuando podemos medir aquello de lo que se habla, y expresarlo mediante números, conocemos algo sobre el particular; pero cuando no podemos medirlo, cuando no podemos expresarlo numéricamente, nuestro conocimiento es escaso e insatisfactorio; puede ser el principio del conocimiento, pero apenas hemos avanzado nuestros pensamientoshacia el estado de ciencia, independientemente de la materia de que se trate.
William Thomson, Lord Kelvin
Instituto de Ingenieros Civiles
Londres, 3 de mayo de 1883.
La metrología opera con magnitudes medibles, lo que supone que al medir manifestaciones concretas de magnitudes de una misma naturaleza, como longitudes, debe poder establecerse la relación cuantitativa entre las mismas, por ejemplo, que la longitud ℓ1 sea tres veces y media mayor que la longitud ℓ2. Además, este resultado debería ser independiente del procedimiento concreto de medida utilizado, salvo pequeñísimas diferencias imputables a inevitables variaciones operacionales al aplicar uno u otro procedimiento.
A pesar de que en la última edición del Vocabulario Internacional de Metrología[1] (VIM) se introducen las magnitudes ordinales (VIM 1.26) como aquellas a las que pueden asignarse valores en una escala, según un procedimiento convenido, pero sin significado entre diferencias y cocientes de los valores atribuidos, en este artículo no se considerarán este tipo de magnitudes, de las que el dolor y la belleza podrían ser representantes paradigmáticos.
Volviendo a las magnitudes que son comparables, surge naturalmente el concepto de unidad (VIM, 1.9) como magnitud adoptada por convenio, con la que se puede comparar cualquier otra de la misma naturaleza para expresar la relación entre ambas mediante un número. Este concepto está en la base de la popular definición por la que medir una magnitud concreta es determinar cuántas veces está contenida la unidad de la misma en aquella magnitud.
La selección de las unidades de las diferentes magnitudes, junto con la multiplicación y división de las mismas, para facilitar la expresión de los resultados de medida mediante números no excesivamente grandes ni demasiado pequeños, es la finalidad de los sistemas de unidades que surgieron con las primeras civilizaciones urbanas en Mesopotamia y Egipto. Para preservar las unidades se adoptaron patrones estructurados jerárquicamente de forma que los de mayor nivel garantizasen la reposición de los patrones de trabajo de utilización mucho más frecuente. Además, se construyeron instrumentos de medida (VIM 3.1, 3.3) que, aplicados sobre la magnitud a medir o mensurando (VIM 2.3), proporcionaban su valor de acuerdo con aquellos patrones, facilitando las mediciones habituales.


En la figura 1 se representa un fragmento del Libro de los Muertos que ilustra la psicostasia, acto que, en el antiguo Egipto, determinaba la vida eterna para el difunto o su condenación dependiendo del peso de su corazón, en el que localizaban las malas acciones. Para ello se empleaba una balanza de doble platillo, instrumento bien conocido por los egipcios y sumerios hace cuatro milenios.
La proliferación de los sistemas de unidades, que nacieron con un marcado carácter localista, provocó gran confusión cuando las primitivas sociedades mejoraron su nivel de comunicación y surgió la necesidad de intercambiar mercancías que se medían con distintos sistemas de unidades.
En la Edad Media, Carlomagno dictó disposiciones (año 789) para unificar los pesos y medidas en Francia y decidió su difusión por todo el imperio a partir del año 800, pero su intento no prosperó y finalizó con su muerte en 814. No obstante, se le atribuyen el establecimiento de dos patrones que desaparecieron y fueron reconstruidos posteriormente: la toesa y la pila de Carlomagno (figura 2). Ambos patrones se enlazan con las unidades de longitud y peso que, con las denominaciones de metro y grave, posteriormente kilogramo,se introdujeron en el Sistema Métrico Decimal, diseñado en 1789, en los comienzos de la Revolución Francesa, y finalmente declarado de uso obligatorio en Francia a partir del 1 de enero de 1840, por ley de 4 de julio de 1837.
A partir de 1840, una intensa actividad diplomática promovida por Francia favorece la adopción del Sistema Métrico Decimal por Europa y Sudamérica, con excepción de Gran Bretaña (R.U.) y algunas de sus antiguas colonias, especialmente los Estados Unidos de América (EE. UU.). En España, se establece el Sistema Métrico Decimal por la ley de pesas y medidas sancionada por Isabel II el 19 de julio de 1849 y publicada en La Gaceta de Madrid el 22 de julio. Sin embargo, y al igual que en otros países, se reiteran leyes y decretos sobre la obligatoriedad de su empleo, no consiguiéndose una apreciable implantación popular del sistema métrico hasta el siglo XX.
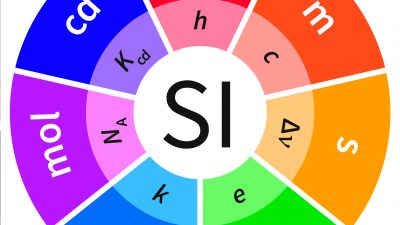
En 1875 se celebra la Convención del Metro y en 1889 la primera Conferencia General de Pesas y Medidas (CGPM) que inicia una serie de reuniones periódicas para mantener y actualizar el Sistema Métrico Decimal. En 1960, la 11ª CGPM establece el Sistema Internacional de Unidades (SI)[2]. En la actualidad, hay cincuenta y cinco estados miembros de la CGPM y treinta cuatro asociados.
El SI se desarrolla a partir de siete unidades básicas que permiten expresar todas las demás que, por ello, reciben el nombre de unidades derivadas. Además, el SI introduce los denominados múltiplos, factores de base diez y exponente positivo, y los submúltiplos, formados por exponentes negativos de diez, atribuyéndoles nombres y símbolos que han de utilizarse en conjunción con el símbolo de la unidad respectiva a la que afectan. Por ejemplo, para no escribir:
0,000 000 005 m = 10-9 m
se emplea el submúltiplo nano, de símbolo n y factor 10-9, de forma que
0,000 000 005 m = 5 nm

1 yarda = 0,914 4 metros
1 libra = 0,453 592 37 kilogramos
Para expresar la distancia a la galaxia de Andrómeda, la galaxia espiral más próxima a la Tierra, distancia que la luz emplea en recorrerla unos dos millones trescientos mil años, en vez de escribir
d = 21 800 000 000 000 000 000 000 m
puede utilizarse el múltiplo zetta, de símbolo Z y factor 1021, que permite expresar esta distancia mediante
d = 21,8 Zm
El Sistema Imperial de unidades, con origen en las antiguas medidas inglesas sigue empleándose en EE. UU. y R. U., con algunas variantes entre ellos[3]. En ambos países el SI se incluye en el sistema educativo y se utiliza en los estudios universitarios de ciencias e ingeniería, pero las unidades SI, que en estos países se denominan unidades métricas, no son de uso habitual en la vida cotidiana de los ciudadanos. Tanto EE. UU. como R. U. son miembros de la CGPM, y en el caso de Gran Bretaña se han dictado leyes con plazos de adaptación al SI, pero su aplicación se ha ido demorando o han caído en desuso. Sin embargo, el Sistema Imperial Británico reconoce cierta jerarquía hacia el SI al definir la yarda y la libra como fracciones exactas del metro y del kilogramo, respectivamente (fig. 3):
En la actualidad, el único país importante que se mantiene sin aceptar oficialmente el SI es EE.UU. La U.S. Metric Association mantiene una página web con abundantes datos sobre la historia de las unidades métricas y la evolución de la adopción de las mismas en el mundo (http://www.metric.org).
Necesidad de las mediciones
Recapitulando lo que ya se ha dicho, se puede afirmar que es necesario medir para
- realizar transacciones comerciales,
- ampliar los conocimientos científicos y tecnológicos, y
- verificar el cumplimiento de especificaciones.
Estas tres facetas poseen un denominador común que también permite observar que las medidas se realizan para
- poder adoptar decisiones con buen criterio.
La factura doméstica del agua o de la electricidad se realiza partiendo de las medidas efectuadas sobre los consumos de volumen de agua o de la energía eléctrica en el periodo correspondiente.
El éxito o fracaso de un experimento que trata de confirmar la validez de una teoría física necesita mediciones correctas de las magnitudes involucradas. El experimento de Michelson y Morley en 1887 midiendo el desplazamiento de las franjas de interferencia producidas por la posible diferente velocidad de la luz respecto a la Tierra, cuando ésta se mueve en sentidos opuestos (aproximadamente cada seis meses), permitió rechazar la existencia del éter y obligó a la adopción de explicaciones poco convincentes, como la contracción de Lorentz, hasta que Einstein formuló la teoría especial de la relatividad en 1905. El principio de relatividad de Galileo y el modelo newtoniano fueron reemplazados por la relatividad de Einstein para explicar los fenómenos electrodinámicos, si bien la nueva teoría y la clásica coinciden en la práctica en experimentos en los que las velocidades son pequeñas respecto a la velocidad de la luz.

Dentro de las características o especificaciones que un fabricante de electrodomésticos ofrece a sus potenciales compradores, se encuentra el tamaño del mismo. Por ejemplo, las dimensiones (largo, ancho y alto) de una lavadora constituyen una información esencial en el momento de decidir la adquisición de uno u otro modelo de la misma pues, con frecuencia, el comprador dispone de un hueco limitado en su lugar de instalación. El fabricante tiene que asegurar que las dimensiones que ofrece en su catálogo son las que realmente posee cualquier ejemplar de dicho modelo. Para ello tiene que medir cada una de las lavadoras fabricadas (verificación total) aunque una alternativa es medir sólo algunas unidades de las mismas (verificación por muestreo). La segunda opción es más arriesgada que la primera y exige que la fabricación sea suficientemente homogénea. Tendremos ocasión de referirnos más adelante a los aspectos metrológicos de la fabricación.
La necesidad de adoptar decisiones adecuadas en cada uno de los ejemplos señalados, impone garantizar que las medidas efectuadas sean suficientemente correctas pero es inevitable que las mediciones resulten más o menos imperfectas por lo que hay que analizar las causas que producen esas imperfecciones y la influencia de las mismas sobre aquellas decisiones.
El resultado de cualquier medición es, en cierto grado, incierto debido a múltiples causas que suelen agruparse de la forma siguiente:
- a) imperfecciones del instrumento de medida,
- b) indefinición del mensurando,
- c) incorrecta aplicación del instrumento sobre el mensurando, y
- d) otras causas.
Dentro del primer grupo, a), están las debidas a una mala graduación de la escala de medida (VIM 1.27) en los instrumentos con salida analógica (VIM 4.1), ya sea por desplazamiento del cero (VIM 3.11) o por diferencias en la resolución del dispositivo visualizador (VIM 4.15) de una a otra zona del campo de medida (VIM 4.7).
Como no existen mensurandos perfectos, hay que tener en cuenta su indefinición siempre que ésta pueda ser detectada por el instrumento de medida. La figura 5 representa exageradamente una situación del grupo b), un cilindro con defecto de forma que presenta distintos valores de diámetro a distintas alturas, en la que habría que decidir cómo asignar el valor d al mensurando en cuestión.



Un ejemplo sencillo del grupo c) se presenta en la figura 7 donde una alineación defectuosa determina una medida incorrecta.
El cuarto grupo, d), es un cajón de sastre que recoge todo lo que no se encuadra en los tres anteriores. Las causas más frecuentes son las procedentes de las denominadas magnitudes de influencia, que son aquellas que no son objeto de la medición pero que, inevitablemente, están presentes y alteran el resultado de la misma (VIM 2.52 NOTA 2). Por ejemplo, como la mayor parte de los cuerpos son sensibles a las variaciones de temperatura, modificando sus dimensiones, hay que tener en cuenta la temperatura de medición (del mensurando, del instrumento y del entorno ambiental) cuando se miden las dimensiones de una pieza. De hecho, lo más importante es la variación diferencial de temperaturas entre el mensurando y la escala de medida del instrumento. Volveremos a ello más adelante.
Cuando se reiteran medidas procurando operar en la misma forma, es decir, en condiciones de repetibilidad (VIM 2.20), no se consigue reproducir idénticamente la misma situación, por lo que existe cierta dispersión en los valores medidos, lo que introduce el concepto de] precisión de medida (VIM 2.15). Si sólo se midiese una vez, lo que es bastante frecuente, no podemos caer en el error de afirmar que no existe dispersión. El único valor obtenido es un representante de la población de valores que se obtendrían al medir más veces en condiciones de repetibilidad. Esta circunstancia deberá tenerse en cuenta cuando se exprese el resultado de la medición.
Otra aparente causa de precisión total surge cuando se emplean instrumentos de elevada resolución o división de escala en la que las medidas repetidas pueden resultar todas ellas iguales. Por ejemplo, si se mide diez veces una diferencia de potencial en un circuito con un voltímetro digital con resolución E = 1 V, puede ocurrir que las indicaciones (VIM 4.1) o lecturas del voltímetro sean todas iguales a 209 V. Esto no quiere decir que no exista dispersión en las medidas repetidas sino que las diferencias entre los valores de la tensión quedan enmascaradas por la resolución del voltímetro. El dispositivo de medida del voltímetro ha apreciado que las diez medidas se encuentran más próximas a 209 V que a 208 V o 210 V y, en consecuencia, ha indicado 209 V para todas ellas, lo que no quiere decir que sean idénticas entre sí, sino que cada una de las medidas se encuentra entre 208,5 V y 209,5 V, no pudiendo discriminar el instrumento las diferencias entre las mismas. Hipótesis adicionales permiten estimar la precisión de estas medidas con un valor no nulo y dependiente de la división de escala del instrumento.
En resumen, y por todo lo indicado, el valor resultante de la medición no puede asignarse mediante un valor único. La dispersión inherente a las pequeñas variaciones que se producen al reiterar medidas en condiciones de repetibilidad determina que el resultado de la medición adquiera naturaleza estadística. El valor que mejor representa el mensurando pertenece a un intervalo que la mayor parte de las veces se establece de forma simétrica a partir de su valor central:
y ± U (1)
lo que quiere decir que existe una muy elevada probabilidad, que en la práctica suele identificarse con la certeza, de que aquel valor se encuentre entre y – U e y + U , donde U es la incertidumbre de medida (VIM 2.26) e y el valor medido (VIM 2.10).
En el apartado siguiente se profundiza algo más sobre el origen de la incertidumbre de medida.
Condiciones de referencia, correcciones e incertidumbre de medida
Las pequeñas variaciones de las magnitudes de influencia en condiciones de repetibilidad son, como acaba de indicarse, una de las causas de la dispersión apreciada en instrumentos con división de escala suficientemente pequeña. Pero dado que puede operarse con valores apreciablemente diferentes en las magnitudes de influencia, hay que establecer valores de referencia en las magnitudes de influencia significativas, para poder comparar los resultados de diferentes mediciones de un mismo mensurando.
Volviendo a la influencia de la temperatura sobre las dimensiones de los cuerpos, se observa que una barra de acero es más larga a 40 ºC que a 10 ºC por lo que no son comparables las medidas si no se establece un valor de referencia. Por ello, se adoptó en ingeniería mecánica el valor de 20 ºC de forma que cualquier resultado de mediciones dimensionales (longitudes y ángulos) debe facilitarse a 20 ºC. Asimismo, las especificaciones en los planos de las piezas se entienden referidas a 20 ºC. En el área eléctrica, la temperatura de referencia es 23 ºC.
Como las magnitudes de influencia no pueden mantenerse en el recinto de medición con valores invariables en el tiempo y en el espacio, la expresión “medir a 20 ºC” significa que las mediciones se están realizando en el entorno de 20 ºC. Así, las salas de metrología dimensional se acondicionan, por ejemplo, a (20 ± 2) ºC, (20 ± 1) ºC o (20 ± 0,5) ºC, según el nivel de exigencia de las mediciones a realizar en las mismas. Los equipos de acondicionamiento térmico aseguran que una sala a (20 ± 1) ºC nunca bajará de 19 ºC ni sobrepasará 21 ºC. En este ejemplo y salvo especificaciones adicionales de acondicionamiento, la temperatura en cualquier punto de la sala puede adoptar, en cualquier instante, valores comprendidos entre 19 ºC y 21 ºC. Esta variabilidad en la temperatura se traslada al mensurando y contribuye a la dispersión de los valores medidos en condiciones de repetibilidad a (20 ± 1) ºC. Normalmente hay más de una magnitud de influencia y otros factores que perturban las medidas, por lo que se precisa imponer valores a cada uno y límites a su variabilidad mediante el establecimiento de las condiciones de referencia (VIM 4.11).
Sin embargo, no siempre es posible trabajar en las condiciones de referencia. Por ejemplo, las medidas dimensionales en una planta industrial o las realizadas a la intemperie pueden alejarse significativamente de 20 ºC, en cuyo caso los resultados obtenidos no están referidos a 20 ºC y hay que transformarlos a esta temperatura mediante la aplicación de una corrección (VIM 2.53).
La aplicación de una corrección es un procedimiento que permite deducir los valores corregidos a partir de los valores medidos fuera de condiciones de referencia. Si este procedimiento se realiza adecuadamente, los valores corregidos resultarán sensiblemente coincidentes con los que se habrían obtenido si las medidas se hubiesen realizado realmente en las condiciones de referencia (fig. 8).

al medir en dos situaciones distintas (por debajo o por encima de 20 ºC).
Para efectuar correcciones hay que aplicar un modelo de corrección que no siempre es sencillo ni bien conocido, por lo que es recomendable no realizar correcciones cuando los modelos de comportamiento del sistema mensurando- instrumento con las magnitudes de influencia son complejos o dudosos. Así, volviendo a nuestro ejemplo, una varilla de acero, en la que su longitud es mucho mayor que su diámetro, se dilata o contrae de forma lineal con cambios de temperatura moderados, con un coeficiente de dilatación bien conocido. Pero la distancia entre los ejes de dos taladros paralelos en el bloque de un motor, con nervaduras y vaciados de material, no se comporta uniformemente en las tres direcciones del espacio. El modelo de corrección con la temperatura resultaría muy laborioso. En estos casos, lo prudente es estabilizar el mensurando en el entorno de 20 ºC y realizar las medidas en estas condiciones, sin aplicar la corrección de temperatura.
Cuando se aplican correcciones, es necesario medir nuevas magnitudes, lo que determina la necesidad de correcciones adicionales que, a su vez, precisan de la medida de nuevas magnitudes, etc. Es cierto que con un adecuado modelo, los efectos de las correcciones disminuyen muy rápidamente y resultan poco significativos. En todo caso, el responsable de la medición es quien debe decidir cuáles son las magnitudes de influencia significativas y las correcciones que deben aplicarse. Es evidente que siempre existirá alguna corrección que podría haberse aplicado y que, sin embargo, no se ha considerado. Si su efecto es poco significativo, la decisión habrá sido acertada, pero no puede dejar de tenerse en cuenta una causa que perturbe apreciablemente el resultado de la medida. Para todo ello es muy importante la experiencia del responsable que diseña el procedimiento de medida.
Resumiendo todo lo dicho hasta aquí, se presenta un esquema en la figura 9 en el que aparece de forma natural cómo surge la incertidumbre de la medida. Las correcciones que se aplican no aseguran una corrección perfecta pues se apoyan en medidas que también son inciertas y en un modelo con mayor o menor fiabilidad. Por consiguiente, siempre queda una corrección residual que agrupa la imperfección de las correcciones aplicadas junto con las correcciones no realizadas. Si el modelo considerado está diseñado apropiadamente, esta corrección residual debe ser pequeña. En la práctica, las contribuciones recogidas en la corrección residual se tratan estadísticamente y permiten estimar la incertidumbre de medida (VIM, 2.26). La existencia de esta corrección residual no permite asegurar que la medida corregida (valor medido, VIM 2.10) coincida con el valor real que mejor describe el mensurando, pero el valor medido y su incertidumbre definen un intervalo en el que, con mucha seguridad, aquel valor real debe encontrarse.


Cuando se trabaja en las condiciones de referencia para todas las magnitudes de influencia significativas, las correcciones aplicadas no modifican la medida sin corregir, pero la inevitable variabilidad de las magnitudes de influencia en el entorno de sus valores de referencia, origina que la incertidumbre de medida nunca sea nula.
Para cerrar este apartado, sólo habría que señalar que no todas las correcciones proceden de magnitudes de influencia con valores distintos a los de referencia. La corrección conceptualmente más importante de este tipo es la que debe introducirse para asegurar la trazabilidad metrológica (VIM 2.41). Esta corrección se determina al calibrar periódicamente un instrumento o un patrón para asegurar que sus indicaciones, o su valor, se corresponden adecuadamente con los múltiplos o submúltiplos de la unidad SI correspondiente. La operación de calibración (VIM 2.39) se realiza comparando las indicaciones del instrumento o el valor medido del patrón, con un patrón de calibración del que se conoce su valor e incertidumbre. Como esta corrección se obtiene en la calibración del elemento en cuestión, la corrección mencionada suele denominarse corrección de calibración (cc). En la figura 10 se explicita la contribución de la calibración. La corrección de calibración, como cualquier corrección aplicada, afecta al valor medido y a la incertidumbre del mismo.
Los modelos de calibración de instrumentos incorporan la medición de patrones en varios puntos de su campo de medida para detectar posibles alteraciones en su respuesta. Como caso más simple cabría imaginar un instrumento con su escala perfecta en la que el cero se hubiese desplazado. Admitamos que el instrumento siempre marca de más. Cuando se mide con este instrumento un patrón de calibración de valor xp y proporciona como valor medido xc, la corrección de calibración es
cc = xp -xc (2)
Según la hipótesis de que el instrumento marca de más, este valor resultará negativo al ser xc ≥ xp . Por consiguiente, si a partir de esta calibración los valores indicados por el instrumento, x’, se corrigen aditivamente en la forma
y = x’ + cc (3)
se compensará el efecto del desplazamiento del cero. La expresión (2) también es válida en el supuesto de que el instrumento indicase de menos. En este caso la corrección de calibración resultaría positiva y la expresión (3) corregiría adecuadamente al aumentar el valor indicado.
Respecto a la incertidumbre del valor corregido, cabe señalar que habría que ampliar el modelo para tener en cuenta más efectos incluyendo, entre otros, la dispersión de indicaciones al repetir medidas con el instrumento y la contribución de su división de escala, comentadas con anterioridad, además de la información sobre la calidad del patrón de calibración, a través de la incertidumbre de su valor. Esto exige un poco más de cálculo pero también resulta abordable con unos mínimos conocimientos de derivación de funciones y algo de estadística. Presentar todo ello se sitúa fuera del objetivo propuesto en este artículo pero para los que se animen, cabe indicarles que el ejemplo apuntado, medir directamente una magnitud con un instrumento, se inicia con la adopción de una función de medición (VIM 2.49) de la forma
y = f (x1, …, xn ) (4)
en la que x1 podría representar el valor sin corregir obtenido de las indicaciones del instrumento y las restantes variables recogerían información sobre la corrección de calibración y magnitudes de influencia significativas. La función (4) es el punto de arranque de la Guía para la Expresión de la Incertidumbre de Medida[4] (GUM), actualmente el documento con mayor aceptación internacional sobre el tema.
Importancia de la incertidumbre de medida
El lector podría preguntarse si todo lo presentado en el punto anterior no será un juego meramente académico pues ¿qué importancia puede tener la incertidumbre en las medidas habituales que nos afectan? Cada día, los servicios meteorológicos de las cadenas de televisión nos informan de las temperaturas en grados Celsius (ºC) pero no indican ni mencionan la incertidumbre de aquellas. La factura del consumo de energía eléctrica suele expresarse en kWh, que no es unidad del SI (1 kWh=3,6 MJ), y tampoco figura incertidumbre alguna en la misma. Estos y otros casos tienen su explicación.
Probablemente muy pocas personas cuestionan el valor de la temperatura mínima en las capitales de provincia de España durante las últimas veinticuatro horas, por dos motivos:
- a) la mayor parte de las personas que escuchan estas informaciones del tiempo atmosférico no saben qué es la incertidumbre, aunque sí dan credibilidad a esos valores “dichos por mujeres u hombres del tiempo de la tele”, y
- b) la información facilitada contribuye a tener una idea del tiempo que hay en España, de forma que es intrascendente que la mínima informada sea de -4 ºC o de -5 ºC.
Si pudiésemos hablar con calma con estas personas, comprobaríamos que su credibilidad se concreta en admitir que cuando se indica que una temperatura es de 10 ºC todos interpretan que lo que se está diciendo es que la temperatura está más próxima a 10 ºC que a 11 ºC o 12 ºC. Aunque no lo saben, una idea natural de incertidumbre sí que tienen.
Respecto de la factura eléctrica la cosa podría ser más grave. Las empresas eléctricas que miden los contadores de cada cliente podrían alterar a su favor la energía eléctrica medida. En sentido contrario, algún consumidor poco honrado podría manipular el contador para que marcase menos energía que la realmente consumida. Finalmente, sin mala intencionalidad por ninguna de las partes, también podría ocurrir que el contador eléctrico no funcionase correctamente. Estas circunstancias se resuelven mediante la vigilancia del Estado, que controla la utilización de contadores eléctricos, limitando los errores máximos permitidos (VIM 4.26) de los aparatos colocados por las empresas eléctricas. Asimismo, las propias compañías eléctricas persiguen los posibles fraudes de los consumidores desaprensivos.
Hay bastantes instrumentos de medida sometidos a control metrológico del Estado como, por ejemplo, los popularmente denominados “radares de velocidad” (cinemómetros) para vigilar la velocidad de los vehículos automóviles. Con frecuencia, los instrumentos de medida sometidos a control metrológico se agrupan en clases de exactitud (VIM 4.25), de forma que el procedimiento de asignación de clase toma en consideración las desviaciones máximas indicadas y sus incertidumbres. Por consiguiente, la incertidumbre está incorporada en la clase del instrumento aunque no se informe de ella al medir con el mismo.
La incertidumbre es un índice de calidad de la medida, de forma que menores incertidumbres suponen mayor calidad de los resultados de medida, admitiendo que las incertidumbres se han obtenido mediante procedimientos similares. Si se dispone de instrumentos de medida agrupados en clases de exactitud A, B y C, por ejemplo, siendo la clase A la más exigente y C la clase de menor calidad, el resultado de medida conseguido con un instrumento de clase A es de mejor calidad que el que proporciona otro instrumento de clase C, aunque en este caso no se explicite la incertidumbre. En caso de estimarse la incertidumbre, la obtenida al medir con el instrumento de clase A resultaría menor que la que se obtendría al medir con el instrumento C. En resumen, para medidas muy frecuentes y abundantes, se admite trabajar con instrumentos de mejor o peor clase de exactitud en aras de simplificar las decisiones, al adoptarlas sólo sobre el valor medido con instrumentos de una determinada clase y, aparentemente, sin incertidumbre.
Consideraciones similares pueden aplicarse a muchos instrumentos que miden magnitudes que afectan a las operaciones comerciales, la seguridad y la salud de las personas y el medio ambiente. Todo esto cae dentro del ámbito de la metrología regulada que históricamente se conoce como metrología legal.
Las medidas y su incertidumbre en la fabricación de productos
En la industria de fabricación, la evolución desde los sistemas anteriores a la Revolución Industrial, iniciada en Gran Bretaña durante el último tercio del siglo XVIII, impulsó la aparición de máquinas-herramienta, nuevos instrumentos de medida y el desarrollo de la metrología. La transformación desde la fabricación artesanal hasta la fabricación en serie, desarrollada durante el siglo XIX y que culmina con la introducción de las cadenas de montaje a comienzos del siglo XX en la industria del automóvil, determinó la aparición de nuevos conceptos como los de normalización e intercambiabilidad.
La fabricación de un producto integra el ensamblaje de una serie de piezas o componentes que se han fabricado independientemente. El calado de un eje sobre un casquillo o rodamiento es un caso típico. Con objeto de minimizar las especificaciones, existen normas que establecen series de valores para los diámetros de ejes y casquillos que deben acoplarse con cierto ajuste o juego. Una vez establecidas en el diseño las cotas de los elementos A y B que han de acoplarse, la intercambiabilidad queda garantizada cuando, una vez fabricados, cualquier elemento A puede acoplarse con cualquier elemento B de forma que el acoplamiento satisfaga las especificaciones del diseño sin pérdida de funcionalidad del conjunto. Esta es la base de la actuación habitual que permite obtener por Internet el código de un soporte deteriorado de la bandeja de nuestro lavavajillas, solicitarlo, recibirlo en casa, sustituirlo y recuperar la función correcta del electrodoméstico.
Si todos los elementos A fuesen idénticos entre sí e igual sucediese con los elementos B, el acoplamiento de una pareja garantizaría el de cualquier otra. Sin embargo las piezas de una misma serie no pueden conseguirse iguales aunque se pretenda. A pesar de las compensaciones por desgaste de herramienta y de los controles de posicionamiento de las máquinas que intervienen en el proceso de fabricación, se produce cierta variabilidad que impide la identidad entre las piezas de una serie. Afortunadamente, puede admitirse cierta variación en los elementos que se ensamblan sin pérdida de funcionalidad en el acoplamiento de ambos. Esta variabilidad admisible se concreta industrialmente mediante las tolerancias. Si nos limitamos al caso de acoplar con apriete un eje y un casquillo, el diámetro del casquillo que va a alojar el eje deberá tener un diámetro algo inferior al diámetro del eje. El responsable del diseño deberá fijar los valores máximos y mínimos de ambos elementos para que el apriete se sitúe entre un valor máximo y mínimo asumibles. Representando por D el diámetro de un casquillo y por d el diámetro del eje a acoplar, los valores límite del apriete son:
Amín = dmín – Dmáx y Amáx = dmáx – Dmín (5)
de forma que cualquier casquillo de diámetro comprendido entre Dmín y Dmáx, y cualquier eje con diámetro entre dmín y dmáx son admisibles porque la funcionalidad del apriete queda garantizada al adoptar un valor situado entre Amín y Amáx.
En general, se denomina tolerancia de una magnitud sometida a especificaciones a la diferencia entre los valores máximo y mínimo de la misma que se consideran admisibles. Si las medidas de la magnitud se representan por y, la tolerancia es
T = ymáx – ymín (6)
Para comprobar si la magnitud medida sobre el producto fabricado (longitud, resistencia eléctrica, densidad, temperatura, etc.) está dentro de tolerancia, es preciso medir y esta medida posee una incertidumbre que hay que tener en cuenta para asegurar o rechazar la conformidad del producto. En la figura 11 se representan varias posibilidades en relación con la posición del intervalo de incertidumbre respecto al intervalo de tolerancia. Concretamente se han representado dos situaciones de rechazo, una de aceptación y otra dudosa en la que el valor que mejor representa el mensurando (intervalo amarillo) podría estar dentro o fuera de tolerancia.


Si se adopta el criterio de máxima seguridad para el consumidor, es decir, rechazar todas las magnitudes dudosas, la comprobación se realizaría únicamente sobre el valor medido, y, analizando si se encuentra, o no, dentro del intervalo de tolerancia de verificación, obtenido reduciendo el intervalo de la tolerancia especificada en el valor de la incertidumbre en cada extremo (fig. 12). Para aplicar este criterio, el intervalo de incertidumbre debe ser varias veces inferior al de tolerancia. De otra forma, el criterio de máxima seguridad supondría el rechazo de muchos valores dudosos que, en realidad son admisibles. Esta circunstancia se debería a que el método de medida no es apropiado para analizar conformidad con la tolerancia indicada porque posee excesiva incertidumbre.
Reducir la incertidumbre mejorando el método de medida supone costes que pueden compensarse con la disminución de rechazos. En la práctica, un intervalo de incertidumbre igual a la décima parte de la tolerancia suele proporcionar una buena pauta para aplicar el criterio de rechazo total de los valores dudosos.
Pero las crecientes exigencias de calidad imponen la utilización de tolerancias cada vez más pequeñas, y con frecuencia no es posible operar con intervalos de incertidumbre diez veces inferiores al de tolerancia. Por ello y en estos casos, hay que trabajar con relaciones T/2U inferiores a diez, aunque no es recomendable bajar de valores inferiores a tres o cuatro, ya que entonces se estarían adoptando demasiadas decisiones erróneas, es decir, se rechazarían demasiados valores admisibles porque el método de medida empleado no posee la calidad suficiente para el criterio de conformidad impuesto. Esta es la justificación de la acotación
3 ≤ T/2U ≤ 10 (7)
La expresión anterior establece, para el caso indicado, el criterio de calidad a imponer a las medidas, es decir, los límites de su incertidumbre. Para los que hayan podido encontrar lo que acaba de presentarse como algo farragoso o complejo, piensen que, una vez más, todo ello se resume en el buen sentido popular de que “no es posible vender duros a cuatro pesetas” (para los más jóvenes un “duro” equivalía a cinco pesetas). Lo que se ha querido explicar con algún mayor detalle es que no es posible decidir si una pieza posee una longitud entre 80 mm y 82 mm si sólo se dispone de un metro de carpintero, o que la temperatura de una pequeña cámara se encuentra entre 19 ºC y 21 ºC si el termómetro para comprobarlo puede equivocarse hasta en ± 2 ºC. En estas condiciones da igual medir que no medir porque la medida no sirve para la finalidad perseguida. Nótese que no se afirma que la medida sea errónea sino que no resulta útil. Concretando, si al medir la temperatura el resultado obtenido es (20±2) ºC, metrológicamente puede ser impecable (admitiendo que se han cumplido todos los requisitos que se señalaron en apartados anteriores: buen modelo de medición, consideración de las correcciones necesarias, adecuada estimación de las contribuciones de incertidumbre, etc.), pero no sirve para decidir si la temperatura de la cámara está entre 19 ºC y 21 ºC porque el intervalo medido que caracteriza el mensurando (20±2) ºC se encuentra parcialmente fuera del intervalo de tolerancia o especificación a controlar (20±1) ºC.
Conclusiones
El presente trabajo se ha realizado persiguiendo un equilibrio entre los conceptos fundamentales que permiten obtener y expresar los resultados de las medidas y las aplicaciones de la metrología en diferentes áreas de actividad.
Las herramientas matemáticas han sido muy escasas de forma que el contenido del artículo pueda llegar al mayor número de personas aunque se han apuntado las líneas de progresión para los que pudieran estar animados a continuar por el camino aquí iniciado.
En resumen, deseamos que este artículo pueda ayudar a proporcionar una idea general de lo que es la metrología y de algunas de sus aplicaciones más frecuentes a personas interesadas en la misma y que disponen de una mínima formación matemática. En este sentido, podría constituir un material de apoyo para que los profesores de ESO, Bachillerato e, incluso, de algunas carreras universitarias, presenten una visión introductoria y sencilla de la ciencia de las medidas.
Referencias
[1] JCGM/WG2. Vocabulario Internacional de Metrología – Conceptos fundamentales y generales, y términos asociados (VIM). Traducido al español de la 3ªed. 2008, bilingüe, inglés y francés. 3ª ed. Madrid: CEM, 2008. 85 p. NIPO 706-09-001-0.
[2] Oficina Internacional de Pesas y Medidas y Organización Intergubernamental de la Convención del Metro. El Sistema Internacional de Unidades (SI). Traducido al español de la 8ª ed. 2006, bilingüe, inglés y francés. 2ª ed. Madrid: CEM, 2008. 94 p. NIPO 706-08-006-3.
[3] Granados, C. E. Introducción a la Historia de la Metrología. Monografía nº 7 del Dpto. de Física Aplicada, ETSII-UPM. Madrid: Sección de Publicaciones de la E.T.S. Ingenieros Industriales (UPM), 2007. 174 p. ISBN: 978-84-7484-195-4.
[4] JCGM/WG1. Evaluación de datos de medición — Guía para la expresión de la incertidumbre de medida. Traducido al español de la 1ª ed. en inglés, sep. 2008. 1ª ed. digital Madrid: CEM, 2009. 132 p. NIPO 706-10-001- 0.






Comentarios